
خط إنتاج آلات تشكيل فطائر البيض

تفاصيل المنتج
صُممت المجموعة بأكملها لتوفير المرونة، وسرعة تغيير المنتجات، وسهولة التشغيل والتنظيف. يمكن أن تكون المنتجات
مصنوعة من أنواع مختلفة من الرقائق المعدنية، والعلب الورقية، وصواني الخبز المعدنية، والحلقات، والعلب المعدنية، بالإضافة إلى صواني الخبز المجوفة. على سبيل المثال:
• يمكن استبدال رؤوس التثبيت والضغط من جانب المشغل بواسطة شخص واحد (4 و 8).
• تبلغ المساحة أسفل الناقل بشكل عام 250,500,800 مم، مما يتيح سهولة الوصول للتنظيف.
• الوحدات ذات الصلة قابلة للنقل على عجلات (4.6.8).
• تعتمد طريقة التسخين في عملية التثقيب على التسخين بالماء. تتراوح درجة حرارة التسخين بين 48 و52 درجة مئوية ± 1، وذلك حسب رطوبة عجينة المعجنات.
• يمكن تجهيز الخط بمغذيات مختلفة حسب قطر أسطوانة المعجنات المختلفة.
• بعد إخراجها من القالب، يمكن ترتيب قالب فطيرة البيض على صينية أو نقله مجمداً بشكل آلي
سعة
• تختلف سعة خط إنتاج الفطائر حسب الحجم،
• قطر 40 مم حتى 20000 قطعة / ساعة
• قطر 260 مم، حتى 5200 قطعة / ساعة
• طول الخط بدءًا من 10.5 متر
• قطر المنتج من 40 إلى 260 مم
• عرض العمل 600 - 1200 مم
• ارتفاع العمل 850 مم
مواصفات المنتج
| حجم الآلة (الطول × العرض) | 18 (طول) × 2 (عرض) × 1.85 (ارتفاع) |
| ارتفاع العمل | 850 مم |
| عرض العمل | 600-1200 مم |
| نطاق قطر المنتج | 40-260 مم |
| صف | 4-6-8 |
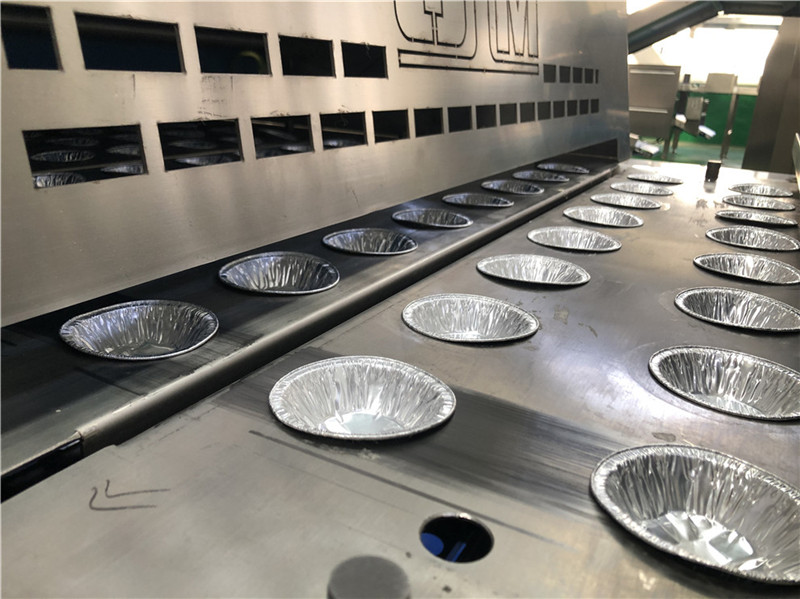
تفاصيل الجهاز تظهر

تم تزويد جهاز إزالة الرقائق بنظام شفط لضمان وضع الرقائق بشكل صحيح.

معالجة العجين: وحدة تغذية الشرائح UIM


تضمن المقصلة وزنًا دقيقًا جدًا للعجين، وموضعًا دقيقًا لسقوط المنتج.

تُشكّل قطع العجين إلى الشكل المطلوب بدقة متناهية دون أي هدر، وذلك بواسطة مكبس يعمل بمحرك سيرفو. ويتم تسخين رأس التشكيل بالماء لضمان دقة وموثوقية العملية.


يقوم نظام الإخراج بنقل الفطائر من الناقل نحو ألواح مخصصة، ولكن يمكن أيضًا توفيره مع إعداد للتفريغ إلى حزام الفرن أو مدخل المجمد أو الصواني.











